News
Site Editor
 Site
/uploads/5cb96e23627a5.png
PP-R drinking water pipe system is a new type of product commonly used in developed countries in the world today. It uses homogenous welding technology in cold and hot water transportation projects. Its comprehensive technical performance and economic indicators are far superior to other similar products,
Site
/uploads/5cb96e23627a5.png
PP-R drinking water pipe system is a new type of product commonly used in developed countries in the world today. It uses homogenous welding technology in cold and hot water transportation projects. Its comprehensive technical performance and economic indicators are far superior to other similar products,
Characteristics and Production Process of PPR Pipe
Views: 1439
Author: Site Editor
Publish Time: 2021-05-07
Origin: Site
1. Usage and characteristics of PPR pipes:
PP-R drinking water pipe system is a new type of product commonly used in developed countries in the world today. It uses homogenous welding technology in cold and hot water transportation projects. Its comprehensive technical performance and economic indicators are far superior to other similar products, especially it Excellent hygienic performance, the entire process from production and use to disposal can meet extremely high hygiene and environmental protection requirements. The product has the advantages of heat resistance, pressure resistance, heat preservation and energy saving, long service life and economy.

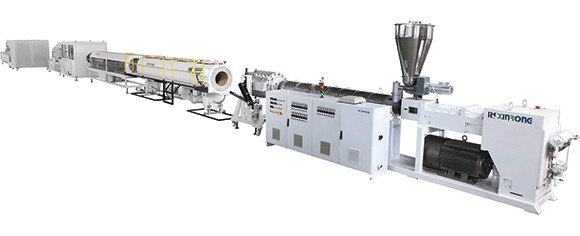
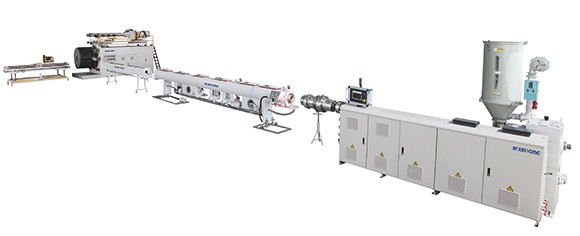
2. PPR pipe production process
Raw material + color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → co-extruder →mold → Calibrator→ vacuum tank →cooling water tank → inkjet printer → haul-off → cutter→ stacker

3. How to solve the problems in the production process of PPR pipes
1) There are burn marks on the surface of the tube. The possible cause is that the temperature of the fuselage or the nose is too high; the nose and filter are not cleaned; there are impurities in the pellets; the thermal stability of the raw materials is poor or the thermal stability dose is too small; the temperature control instrument fails.
2) There are black stripes on the surface of the pipe. The possible cause is that the temperature of the machine head is too high and the filter is not clean.
3) The surface of the pipe is dull. The temperature of the die may be too low or too high.
4) There are wrinkles on the pipe surface. It may be caused by uneven temperature around the die; the cooling water is too hot; the traction is too slow.
5) The inner wall of the pipe is rough. It may be that the temperature of the core rod is too low; the temperature of the body is too low; the temperature of the screw is too high.
6) There are cracks on the inner wall of the pipe. The material may have impurities; the temperature of the core rod is too low; the temperature of the body is low; the traction speed is too fast.
7) There are unevenness on the inner wall of the tube. The temperature of the screw may be too high; the screw speed is too fast.
8) There are bubbles on the inner wall of the tube. It may be expected to be damp.
9) The thickness of the tube wall is uneven. It is possible that the die and the core die are not aligned; the temperature of the machine head is uneven; the traction is unstable; the compressed air is unstable.
10) The pipe is bent. The wall thickness of the pipe may be uneven; the temperature around the head is uneven; the cooling groove of the head is not aligned with the cutting center of the traction; the holes at both ends of the cooling groove are not concentric.
11) The product is brittle. The degree of plasticization of the machine may not be enough; the screw speed is too fast; the temperature of the machine head is too low; the resin viscosity is too high.
12) Longitudinal or transverse shrinkage of the pipe may be large. The radial difference between the sizing sleeve and the inner diameter of the die may be large (transverse); the traction speed is relatively high (longitudinal).
13) Suddenly the material is discharged slowly. The temperature of the screw feeding section may be high; the machine body enters water; the melt pressure of the machine head is small.
Our company is professional in producing pipe production lines. If necessary, you can consult relevant content at any time and look forward to our cooperation.