News
Site Editor
 Site
/uploads/5cb96e23627a5.png
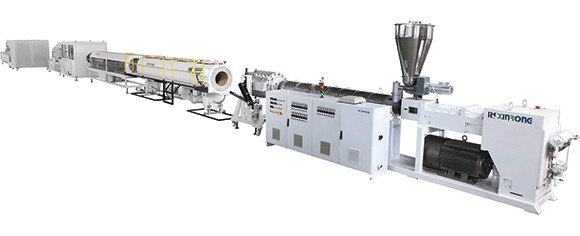
Common Fault Causes and Handling Methods for PVC Profile Extrusion Lines
Site
/uploads/5cb96e23627a5.png
Common Fault Causes and Handling Methods for PVC Profile Extrusion Lines
Common Fault Causes and Handling Methods for PVC Profile Extrusion Lines
Views: 1067
Author: Site Editor
Publish Time: 2023-08-08
Origin: Site

1. The host current of the PVC profile extrusion production line is unstable
Fault cause:
(1) Uneven feeding.
(2) The main motor bearing is damaged or poorly lubricated.
(3) A certain section of the heater is malfunctioning and not heating.
(4) The screw adjustment point is incorrect, or the phase is incorrect, resulting in component interference.
Handling method:
(1) Check the feeder and troubleshoot it.
(2) Repair the main motor and replace the bearings if necessary.
(3) Check whether each heater works normally, and replace the heater if necessary.
(4) Check the adjustment pad and pull out the screw to check for any interference.
2. The main motor of the extruder cannot be started
Fault cause:
(1) There is an error in the driving program.
(2) There is a problem with the main motor thread, is the fuse burnt out.
(3) The interlocking device related to the main motor operates.
Handling method:
(1) Check the program and restart in the correct order.
(2) Check the main motor circuit.
(3) Check if the lubricating oil pump is started and check the status of the interlocking device related to the main motor. The oil pump cannot be turned on, and the motor cannot be turned on.
(4) Check if the emergency button is reset.
(5) The induction power supply of the frequency converter is not discharged. Turn off the main power supply and wait for 5 minutes before starting.
3. Poor or blocked discharge of extruder head
Fault cause:
(1) A certain section of the heater does not work, resulting in poor plasticization of the material.
(2) The operating temperature is set too low, or the molecular weight distribution of plastic is wide and unstable.
(3) There may be foreign objects that are not easily melted.
Handling method:
(1) Check the heater and replace it if necessary.
(2) Verify the temperature settings for each section, and negotiate with the process personnel if necessary to increase the temperature settings.
(3) Clean and inspect the extrusion system and machine head.

4. The main electric starting current of the extruder is too high
Fault cause:
(1) Insufficient heating time and high torque.
(2) A certain section of the heater is not working.
Handling method:
When driving, use manual turning. If it is not easy, extend the heating time or check whether the heaters in each section work normally.
Our company is professional in producing extruder production lines. If necessary, you can consult relevant content at any time and look forward to our cooperation.