News
Site Editor
 Site
/uploads/5cb96e23627a5.png
Check whether key equipment such as extruders, molds, tractors, and cutting machines are installed properly, and whether the lubrication of each transmission component is good.
Site
/uploads/5cb96e23627a5.png
Check whether key equipment such as extruders, molds, tractors, and cutting machines are installed properly, and whether the lubrication of each transmission component is good.
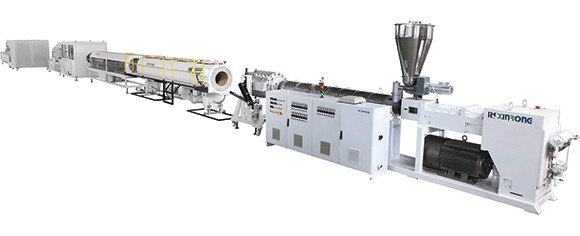
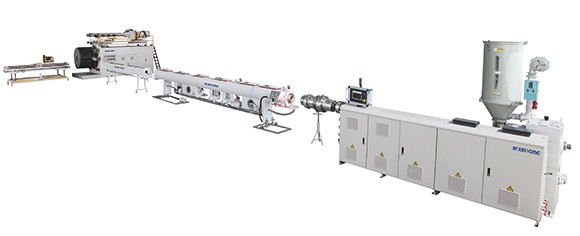
Preparation for trial run of HDPE400 pipe production line
Views: 506
Author: Site Editor
Publish Time: 2025-05-30
Origin: Site

Equipment inspection
Check whether key equipment such as extruders, molds, tractors, and cutting machines are installed properly, and whether the lubrication of each transmission component is good.
Ensure the normal operation of the cooling water system, vacuum pump, and lubrication system, with an oil pressure of ≥ 0.5MPa.
Check if the electrical control system (PLC, frequency converter) is functioning properly and if the temperature control is accurate.
Raw material preparation
Use polyethylene raw materials that comply with PE100 grade to ensure dryness and absence of impurities.
If color markings are required, prepare color masterbatch in advance and mix evenly.
Temperature setting
Temperature settings for each section of the extruder (reference)
Feeding section: 160-180 ℃
Compression section: 180-200 ℃
Measurement section: 190-210 ℃
Head mold: 200-220 ℃
Preheating time ≥ 4 hours to ensure uniform and stable temperature.
Trial operation process
Start the extruder at low speed (15-20Hz), observe the direction of screw rotation (clockwise) and the discharge situation to ensure uniform plasticization.
2. Conduit operation
Thread the traction tube through the sizing sleeve and vacuum box, connect it to the extruded hot melt pipe blank, and start the traction machine (initial speed matches extrusion volume).
3 Adjust sizing and cooling
Open the vacuum sizing box (vacuum degree -0.03~0.06MPa), and spray the cooling water tank to control the water temperature in sections (10-20 ℃).
Wall thickness and diameter adjustment
Control the uniformity of wall thickness by adjusting the bolts through the mold, and fine tune the traction speed to avoid breakage or accumulation.
Cut and roll, after the pipe is stable, set the length of the planetary cutting machine and check the flatness of the cut.
Common problems and solutions for machine testing:
Uneven wall thickness of pipes: Check the concentricity of the mold and the stability of the traction speed.
Surface roughness: Adjust the extrusion temperature or check the plasticization status of the raw materials.
Poor vacuum adsorption: Check the sealing of the sizing sleeve and the power of the vacuum pump.
Uneven cutting section: adjustment
Jiangsu Xinrongplas Machinery Co., Ltd. is specialized in the production of various plastic pipe extrusion equipment such as PVC-O, UPVC HDPE, etc. We are looking forward to cooperating with you.