News
Site Editor
 Site
/uploads/5cb96e23627a5.png
OPVC, full name: biaxially oriented polyvinyl chloride, is the latest evolution of PVC pipes. It is manufactured through a special orientation processing technology. The production method is to axially and radially stretch the extruded PVC-U pipe, so that the PVC long-chain molecules in the pipe are arranged regularly in the biaxial direction, obtaining a new type of PVC pipe with high strength, high toughness, high impact resistance and fatigue resistance, and its performance is far superior to ordinary PVC-U pipes.
Site
/uploads/5cb96e23627a5.png
OPVC, full name: biaxially oriented polyvinyl chloride, is the latest evolution of PVC pipes. It is manufactured through a special orientation processing technology. The production method is to axially and radially stretch the extruded PVC-U pipe, so that the PVC long-chain molecules in the pipe are arranged regularly in the biaxial direction, obtaining a new type of PVC pipe with high strength, high toughness, high impact resistance and fatigue resistance, and its performance is far superior to ordinary PVC-U pipes.
Production Principle of OPVC Pipe
Views: 861
Author: Site Editor
Publish Time: 2024-08-08
Origin: Site

Introduction of OPVC pipe
OPVC, full name: biaxially oriented polyvinyl chloride, is the latest evolution of PVC pipes. It is manufactured through a special orientation processing technology. The production method is to axially and radially stretch the extruded PVC-U pipe, so that the PVC long-chain molecules in the pipe are arranged regularly in the biaxial direction, obtaining a new type of PVC pipe with high strength, high toughness, high impact resistance and fatigue resistance, and its performance is far superior to ordinary PVC-U pipes.
Researching and developing OPVC pipes can greatly save raw material resources, reduce costs, improve product performance, and have obvious economic and social benefits.
Many high molecular polymer can significantly improve their performance by aligning their molecules through orientation processing. In fact, many plastic products obtain their competitive advantage in the market by the excellent performance through orientation processing, such as fibers, biaxially oriented films, containers, etc. Orientation processing can improve the performance of pipes on the one hand, and reduce material consumption on the other hand. It is a cutting-edge technology that conforms to the general direction of sustainable development.
Stretch orientation mechanism of polymer materials
The polymer materials stretching orientation process to make the molecules change from disordered to ordered arrangement under the external force at a temperature between the glass transition and the melting (generally near the softening point). Since the polymer molecular chains have achieved orderly arrangement, the material changes from isotropy to anisotropy, that is, the strength of the material along the molecular orientation direction is greatly increased, while the strength perpendicular to the stretching direction is greatly reduced. In other words, through stretching orientation, the material superimposes the strength perpendicular to the stretching direction on the strength along the molecular orientation direction, thereby increasing the strength of the material in the stretching direction.
The stretching and orientation of polymer materials must be carried out between the glass transition temperature and the melting temperature. If it is lower than the glass transition temperature, the molecular chain is in a frozen state. Stretching under this temperature condition will only cause the material to be forced to stretch and be destroyed. If it is higher than the melting temperature, the molecular chain can move freely, and the stretched molecular chain cannot achieve the orientation effect. Only between the glass transition temperature and the melting temperature, preferably near the softening point of the material, can the most effective molecular orientation be achieved and maintained.
Ratio and stretch rate
Generally speaking, stretching orientation is to straighten the curled molecular chains and arrange them in the direction of stretching. If the stretching ratio is appropriately increased, the degree of molecular orientation will increase, and the strength of the material will also increase. However, excessively increasing the stretching ratio will lead to material damage because the molecular chains of the material are broken.
In addition, if the stretching temperature is too high and the stretching rate is too low, the molecular chains will relax during the stretching process, that is, the molecular chains have enough time and ability to return to the original curled state during the stretching process, which reduces the degree of orientation. Therefore, in order to obtain a more ideal orientation degree, a reasonable stretching temperature and a faster stretching rate should be formulated, and the temperature of the stretched material should be cooled below the glass transition temperature.
Biaxial stretching of PVC-U pipes
PVC is a non-crystalline amorphous plastic. Since the chlorine in the molecule has a large polarity, it is rigid, has a high glass transition temperature, and has no fixed melting point. Compared with other crystalline polyolefin pipes, pipes with this performance are more suitable for biaxial stretching orientation. PVC pipes can be easily uniaxially stretched and oriented during the molding process, that is, axially stretched and oriented. This orientation can be achieved by increasing the speed ratio of pipe traction and extrusion. However, this axial stretching orientation is meaningless to the performance of the pipe, because although it increases the strength of the pipe orientation through stretching orientation, it reduces the radial (i.e. circumferential) strength of the pipe, which is very harmful to plastic pipes, especially water supply pipes, because it greatly reduces the hydraulic bursting strength of the pipe.
The ideal stretch orientation should be bidirectional, i.e. biaxial stretch orientation. Through biaxial stretch orientation, the axial strength of the pipe is increased, and the radial (i.e. circumferential) strength of the pipe is also increased. In other words, through biaxial stretch orientation, the overall performance of the pipe is improved. On the basis of greatly increase in the strength of the pipe material and the original hydraulic bursting strength of the pipe, the wall thickness of pipe is reduced to save raw materials and reduce the cost .
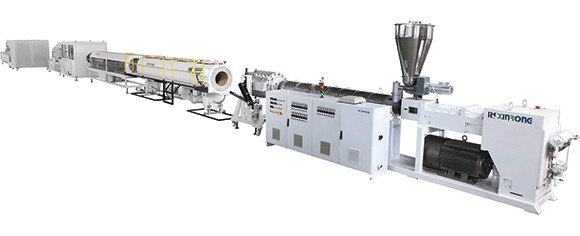
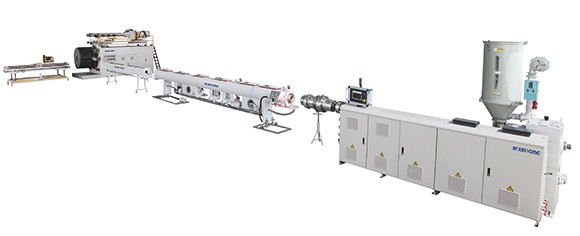
Our company is specialized in manufacturing OPVC pipe extrusion line, the OPVC pipe produced by our machine can reach MRS class 500, welcome to contact us any time!