News
Site Editor
 Site
/uploads/5cb96e23627a5.png
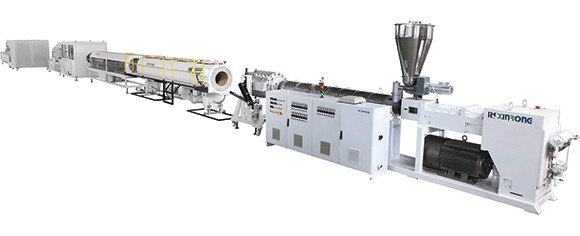
PVC Conduit Pipe Production Line Process
Site
/uploads/5cb96e23627a5.png
PVC Conduit Pipe Production Line Process
PVC Conduit Pipe Production Line Process
Views: 843
Author: Site Editor
Publish Time: 2023-01-06
Origin: Site

1. Raw material mixing:
PVC stabilizer, plasticizer, antioxidant and other auxiliary materials are successively added into the high-speed mixer in proportion and process, and the materials are heated to the set process temperature through self friction between materials and machinery, and then the materials are reduced to 40-50 degrees through the cold mixer; This allows it to be added to the extruder hopper.
2. Extruder part:
The machine is equipped with a quantitative feeding device to match the extrusion amount and feeding amount to ensure stable extrusion of products. Due to the characteristics of conical screw, the feeding section has a large diameter, which is conducive to the plasticization of materials due to the large heat transfer area and shear speed of materials. The diameter of the screw in the metering section is small, which reduces the heat transfer area and shear speed of the melt, so that the melt can be extruded at a lower temperature. When the screw rotates in the barrel, the PVC mixture is plasticized and pushed to the head, so as to achieve compaction, melting, mixing and homogenization; And realize the purpose of exhaust and dehydration. Feeding device and screw drive device adopt frequency conversion speed regulation, which can realize synchronous speed regulation.
3. Extrusion die part:
PVC that has been compacted, melted, mixed and homogenized, with subsequent materials pushed to the die head through the screw, and the extrusion die head is a key component for pipe molding.
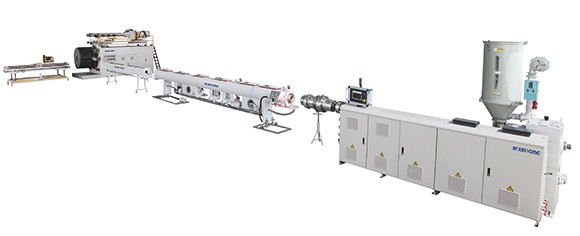
4. Vacuum shaping water tank:
The vacuum shaping water tank is used for shaping and cooling of pipes. The vacuum shaping water tank is equipped with a vacuum system and a water circulation system for shaping and cooling, a stainless steel box, and a circulating water spray cooling system. The vacuum shaping water tank is equipped with a forward and backward moving device and a manual device for adjusting left and right height.
5. Tractor:
The tractor is used to continuously and automatically lead the cooled and hardened pipes out of the machine head, and frequency conversion speed regulation.
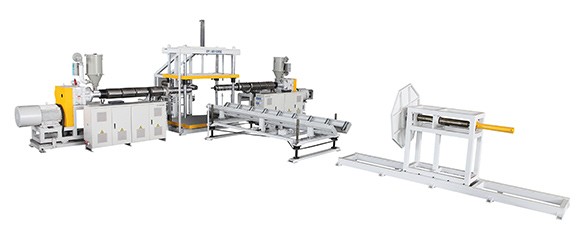
6. Cutting machine:
After controlled by the travel switch according to the required length, automatic cutting is carried out, and the frame turnover is delayed to implement flow production. The cutting machine completes the whole cutting process with the fixed length switch signal as the command. During the cutting process, the cutting process is synchronized with the pipe operation. The cutting process is completed by electric and pneumatic drive. The cutting machine is equipped with a dust suction device to timely suck out and recover the debris generated by cutting.
7. Turnover frame:
The turnover action of the turnover frame is controlled by the air cylinder through the air circuit. A limit device is erected for the turnover. When the cutting saw cuts off the pipe, the pipe continues to be transported. After the delay, the cylinder enters the work to realize the turnover action and achieve the purpose of unloading. After unloading, it will automatically reset after a delay of several seconds and wait for the next cycle.
Jiangsu Xinrongplas Machinery Co., Ltd is specialized in producing plastic pvc pe ppr pipe extrusion lines. Welcome inquiry.