News
Site Editor
 Site
/uploads/5cb96e23627a5.png
Brief Analysis of Popular PE Pipe Calibration Device
Site
/uploads/5cb96e23627a5.png
Brief Analysis of Popular PE Pipe Calibration Device
Brief Analysis of Popular PE Pipe Calibration Device
Views: 921
Author: Site Editor
Publish Time: 2022-11-04
Origin: Site

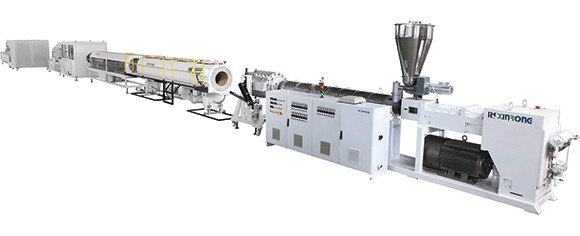
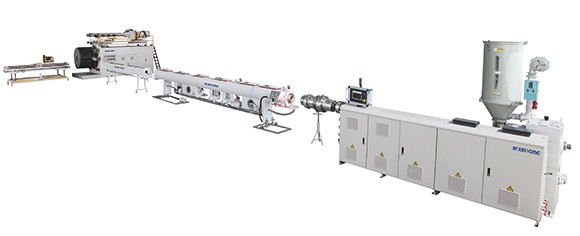
Extruder of extrusion hard pipe production line:
Extrusion system: screw, barrel. Melting and plasticizing, and providing pressure.
Transmission system: motor, reducer, etc. Drive screw (torque and speed).
Heating and cooling system: ensure the temperature requirements.

Auxiliary machine for extruding hard tube production line:
Mouth mold (forming device): it is the main forming part of product forming;
Shaping device: fix the shape and size, and ensure the smoothness of products;
Cooling device: fully cool to prevent deformation;
Haul-off device: evenly lead out the products, and change the size by adjusting the speed;
Cutting device: cut the continuously extruded products into a certain length as required;
Stacking or coiling device: used to stack hard products cut into a certain length orderly, or wind soft products into rolls.

For the practical application of the relevant water supply pipes of PE pipes, different sizing structures can be selected according to different materials, production speed and quality requirements. Currently, there are two popular sizing devices for PE pipes: cylindrical sizing sleeves; Flake combined calibrating.
The cylindrical calibrator is widely used in these two types of sizing devices. It has a wide range of applicable properties and can meet the requirements of Φ 20~ Φ 630 extrusion molding:
Flake combined calibrator is mainly used for the production of small diameter and high-speed extruded PE pipes, and the applicable caliber range is: Φ 20~ Φ 63MM, which can reach 35M/MIN or higher extrusion speed according to different pipe diameters and processed materials. The sheet shaped shaping device is composed of multi-layer thin copper sheets, with a sizing circular hole in the middle and a support column at the outside. The distance between each thin copper sheet is distributed according to the following rules: along the direction of blank introduction. The distance increases gradually. The distance between the copper sheets near the blank lead-in end is smaller to prevent the blank in the plasticizing state from accumulating and extruding between the sheets. With the formation of the hard layer on the surface of the pipe, the distance between the copper sheets can be gradually increased.
For the cylindrical calibrator, the stability and uniformity of the water flow into the water ring directly affect the extrusion quality of the pipe, while the cooling rate of the molten material in the sizing sleeve can directly affect the quality of the inner wall of the pipe.
Our company is professional in producing various kinds of plastic pipe production lines. You can consult us at any time and look forward to our cooperation.