News
Site Editor
 Site
/uploads/5cb96e23627a5.png
In the process of plastic pipe production line, because the operators are not proficient in the process and machine operation, they often lead to rough outer surface, shaking ring, uneven wall thickness and insufficient roundness of plastic pipe. Therefore, it is necessary to timely adjust the process and eliminate the production line fault of plastic pipe to improve the product quality.
Site
/uploads/5cb96e23627a5.png
In the process of plastic pipe production line, because the operators are not proficient in the process and machine operation, they often lead to rough outer surface, shaking ring, uneven wall thickness and insufficient roundness of plastic pipe. Therefore, it is necessary to timely adjust the process and eliminate the production line fault of plastic pipe to improve the product quality.
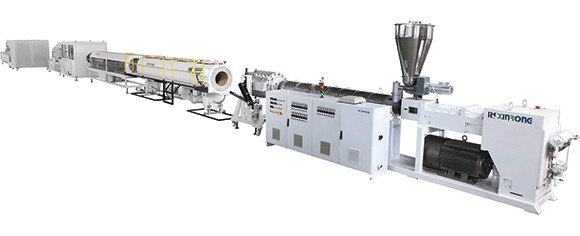
Common faults and solutions of PVC double pipe extrusion production line
Views: 1518
Author: Site Editor
Publish Time: 2020-06-03
Origin: Site
In the process of plastic pipe production line, because the operators are not proficient in the process and machine operation, they often lead to rough outer surface, shaking ring, uneven wall thickness and insufficient roundness of plastic pipe. Therefore, it is necessary to timely adjust the process and eliminate the production line fault of plastic pipe to improve the product quality.

1. The outer surface of plastic pipe is rough
Adjust the process temperature; reduce the cooling water temperature, the best cooling water temperature of PE pipe is 20-25 ℃; check the water circuit, whether there is blockage or insufficient water pressure; check whether the heating rings such as the barrel and the head are damaged; adjust the inlet flow of the sizing sleeve; check the performance and batch number of raw materials; check the core temperature of the mold, if it is higher than the temperature of the die section, lower the core temperature; clean the mold set Material;
2. Groove mark on the outer surface of plastic pipe
Adjust the outlet pressure of sizing sleeve, and the water output shall be balanced; adjust the nozzle angle in the vacuum setting box, Check whether there are sundries and burrs in the die, sizing sleeve, cutting machine and other hardware;
3. Groove mark on inner surface
Check whether there is water in the inner tube. If there is water in the inner tube, the tube embryo of the rigid outlet mould shall be pinched firmly to make its inner cavity closed; Reduce the internal temperature of the mold; clean and polish the mold;
4. Jitter ring inside the pipeline
Adjust the water outlet of the sizing sleeve to make the water outlet uniform; adjust the vacuum degree of the second chamber to make the vacuum degree of the rear chamber slightly higher than that of the front chamber; check whether the vacuum gasket is too tight; check whether there is shaking phenomenon in the tractor; check whether the discharge of the main engine is uniform;
5. No vacuum
Check whether the water inlet of the vacuum pump is blocked, if so, dredge it; check whether the vacuum pump works normally; check whether the vacuum pipeline leaks; check whether the small hole in the middle of the core molding screw is blocked, if so, dredge it with fine wire;
6. Out of tolerance of pipe outer circle size:
The external dimension can be changed by adjusting the vacuum degree; the external dimension can be changed by adjusting the traction speed; the internal hole dimension of the sizing sleeve can be modified;
7. Pipe roundness out of tolerance
Adjust the angle of nozzle in the vacuum setting and spray box to make the pipe cool evenly; check the water level in the vacuum setting and spray box and the pressure of the water pressure gauge to make the spray volume large and powerful; check the water temperature of the vacuum setting machine and spray box. If it is more than 35 ℃, configure the chilled water system or increase the spray cooling box; check the water circuit and clean the filter; adjust the process; check and correct the sizing Adjust the pipe guide clamping device to correct the ovality of the pipe;
8. Uneven pipe wall thickness
Adjust the wall thickness on the mold; adjust the angle of the nozzle in the vacuum setting machine and spray box to make the pipe cool evenly; adjust the water outlet of the sizing sleeve to make it even; disassemble the mold, check whether the screw inside the mold is loose, and tighten it again;
9. Too high plasticizing temperature
Adjust the process; adjust the core heating temperature of the mold, and ventilate and cool the inside of the mold; the shear heat of the screw is too high, replace the screw;
10. Inaccurate cutting length
Check whether the long wheel is tightly pressed; check whether the long wheel swings, and tighten the fixed bolts of the long wheel frame; check whether the travel switch of the cutter is damaged; check whether the rotary encoder is damaged; check whether the rotary encoder wiring is desoldered (whether the aviation plug seat is in good contact); each single machine shell (PE terminal) shall be separately grounded to a main grounding point, which shall be reliably grounded There shall be grounding piles that meet the requirements of electrical grounding. It is not allowed to connect the single machine shell (PE terminal) in series and then ground, otherwise, interference pulse will be introduced, resulting in inaccurate cutting length;
11. Coextrusion of identification strips
Co extrusion marking strip diffusion: it is generally caused by improper selection of CO extrusion materials used by users, so it should be used PE and other special materials can reduce the temperature of extrusion section if necessary; coextrusion marking strip can not be extruded: shut down the main extruder, first open coextrusion machine, and then open the main machine for about 10 minutes; coextrusion marking strip is too thin or too wide: generally, it is caused by the mismatch between coextrusion extrusion amount and pipe traction speed, and the frequency of coextrusion frequency converter or traction speed shall be adjusted to match the two speeds The second reason is that the cooling water jacket in the blanking section of the coextrusion machine is not supplied with cooling water.
In the actual production process of the pipe production line, there will be other abnormalities, which should be handled in time according to the actual situation.