News
Site Editor
 Site
/uploads/5cb96e23627a5.png
In the production process, because PVC is a thermosensitive raw material, even adding halogen-free flame retardants can only increase the dissolution temperature and increase the settling time, which is unlikely to prevent dissolution.
Site
/uploads/5cb96e23627a5.png
In the production process, because PVC is a thermosensitive raw material, even adding halogen-free flame retardants can only increase the dissolution temperature and increase the settling time, which is unlikely to prevent dissolution.
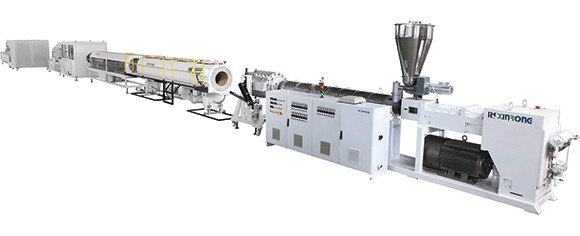
Control Factors in the Production of PVC Pipe Extruder
Views: 1132
Author: Site Editor
Publish Time: 2023-09-19
Origin: Site
In the production process, because PVC is a thermosensitive raw material, even adding halogen-free flame retardants can only increase the dissolution temperature and increase the settling time, which is unlikely to prevent dissolution. Therefore, it is required to strictly control the forming, production and processing temperature of PVC. Especially for PVC, due to its production and processing temperature being very close to the dissolution temperature, the dissolution condition is usually caused by improper temperature control. Therefore, the extrusion temperature should be determined based on factors such as formula, extruder characteristics, engine structure, screw speed ratio, temperature measurement point location, deviation of temperature measuring instruments, and depth of temperature measurement points.

1. Temperature control
The control of temperature is a crucial element in the actual operation of extrusion. The temperature of the control elements required for extrusion forming is the temperature of the material barrel, the temperature of the machine diameter, and the temperature of the mold mouth. The temperature is too low, the melting is poor, the appearance of the pipe fittings is dull, the physical properties are poor, and the product quality cannot meet the requirements: if the temperature is too high, the raw materials will dissolve, and the product will fade.
2. Screw speed ratio
The increase in screw speed ratio and extrusion amount can improve efficiency, but it is very easy to cause poor melting, resulting in rough and dry inner cavity of the pipe fittings and reduced compressive strength. At this time, the working pressure of the engine should be adjusted to achieve better production and quality. The temperature control of the screw rod poses a threat to the transportation rate of raw materials, the melting of raw materials, and the melting quality. Squeezing pipe fittings requires cooling circulating water to reduce the temperature of the screw rod, which is beneficial for improving melting quality. The temperature of the screw rod cooling circulating water should be around 50-70.

3. Traction belt speed
It is important to adjust the speed of the traction belt in the actual operation of re extrusion. The raw materials are melted and extruded continuously from the engine before being pulled by the belt, which then enters the shaping equipment, refrigeration equipment, traction belt equipment, etc. The speed of the traction belt should be consistent with the extrusion speed. Generally, during normal production and manufacturing, the traction belt speed should be 1% to 10% faster than the extrusion speed of the pipe fittings.

4. Air compression and working pressure
Air compression can expand the pipe fittings and maintain a certain degree of concentricity. The specified working pressure should be of moderate size. The working pressure is too low, the pipe fittings are not round, the working pressure is too high, the core mold is cooled, the inner cavity of the pipe fittings cracks, unevenness, and the quality of the pipe fittings decreases. At the same time, the working pressure regulations are stable, and if the working pressure fluctuates, the pipe fittings are very likely to cause the current situation of round bamboo.
5. Temperature of mouth mold equipment and refrigeration equipment
Squeeze different plastic products using different mold and refrigeration methods. The refrigerant can be gas, water, or other liquids, and temperature control is required. The key to temperature is related to productivity, product thermal stress, and other factors.
Our company is professional in producing various kinds of plastic pipe production lines. If necessary, you can consult relevant content at any time and look forward to our cooperation.