News
Site Editor
 Site
/uploads/5cb96e23627a5.png
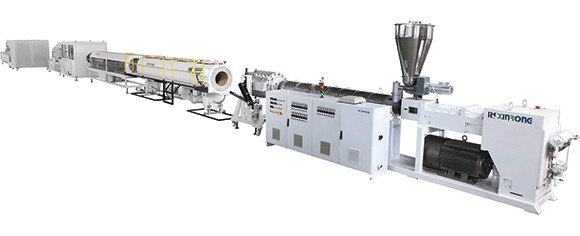
Plastic extruder feeding zone: fixes the depth of the screw groove, and is responsible for preheating, conveying and pushing plastic solids.
Site
/uploads/5cb96e23627a5.png
Plastic extruder feeding zone: fixes the depth of the screw groove, and is responsible for preheating, conveying and pushing plastic solids.
Design and construction principle of plastic extruder screw
Views: 590
Author: Site Editor
Publish Time: 2024-11-03
Origin: Site

Plastic extruder feeding zone: fixes the depth of the screw groove, and is responsible for preheating, conveying and pushing plastic solids. It must be ensured that the plastic begins to melt at the end of the feeding section - that is, it must be preheated to the melting point. The general length is: non-crystalline (AS, ABS, ps) about 48~58%L, crystalline (PA, POM, PE, PP, CA) about 48~58%L, and glass fiber about 45~55%L.
Compression zone of plastic extruder: The thread depth of the screw groove is gradually reduced, and its function is to melt, mix, shear, compress and pressurize the plastic raw materials. The plastic will be completely dissolved in this section and the volume will be reduced, so the design of the compression degree is very important. The general length is: non-crystalline (AS, ABS, PS) about 25~35%L, crystalline (PA, POM, PE, PP, CA) about 22~32%L, glassy about 28~40%L, heat-sensitive (PVC) 100%L.
Plastic extruder metering area: The screw groove has a fixed groove depth. In addition to its main functions of mixing, molten plastic conveying and metering, it must also provide sufficient pressure to maintain a uniform temperature of the molten plastic and stabilize the flow of molten plastic. The general length is: non-crystalline (AS, ABS, PS) about 15~58%L, crystalline (PA, POM, PE, PP, CA, etc.) about 48~58%L, and glassy about 45~55%L.
Although the screw of the plastic extruder can be distinguished by function or geometric shape, in the actual plasticizing process, the functions of each section overlap and it is difficult to distinguish the intervals. The purpose of studying the plasticizing screw is nothing more than to improve the shear mixing effect, improve the uniform mixing, improve the plasticizing ability, and improve the uniformity of the melt temperature. When the feeding section tooth depth is deeper, the conveying volume is greater, but the torque required by the screw is greater; the feeding section tooth depth is too shallow, the conveying volume is insufficient, and the compression ratio is insufficient. When the metering section tooth depth is too deep, the compression ratio is insufficient, and the required feeding force is greater; when it is too shallow, it is easy to burn due to overheating. The general tooth depth is about 0.03~0.07 times the screw diameter. Therefore, the plastic plasticizing screw has the functions of conveying, melting, mixing, compression and metering, and plays a very important role in the plasticizing quality.
Jiangsu Xinrongplas Machinery Co., Ltd. has been engaged in plastic extrusion recycling equipment for 27 years, if you are interested in our products, please contact us!