News
Site Editor
 Site
/uploads/5cb96e23627a5.png
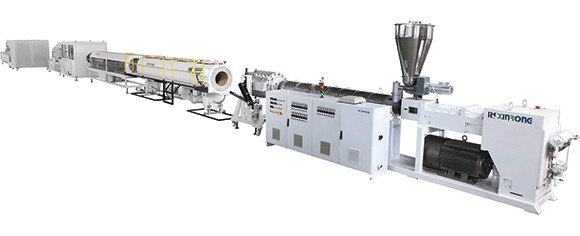
Xinrongplas Machinery’s main products are: plastic pipe extrusion line such as double wall corrugated pipe extrusion, plastic profile extrusion line, plastic sheet extrusion line and plastic recycling machine.
We have provided turnkey project for more than 80 countries all over the world.
Site
/uploads/5cb96e23627a5.png
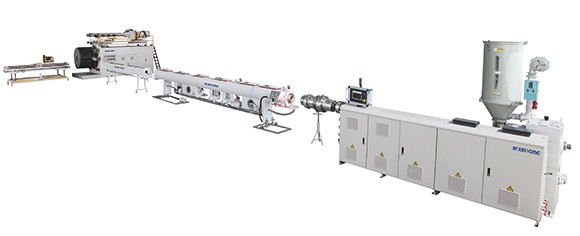
Xinrongplas Machinery’s main products are: plastic pipe extrusion line such as double wall corrugated pipe extrusion, plastic profile extrusion line, plastic sheet extrusion line and plastic recycling machine.
We have provided turnkey project for more than 80 countries all over the world.
PE double wall corrugated pipe production operation rules
Views: 1422
Author: Site Editor
Publish Time: 2020-04-15
Origin: Site
1. Goal and range
1.1 Purpose
Standardize production operations, strengthen quality monitoring of production products, and prevent safety and quality accidents.
1.2 Scope
This system applies to all operators in the production department.

2. Operating specifications
2.1 Preparation before starting
2.1.1 The electrician and the electrical components of the entire production line shall be inspected by the electrician on duty, and the power shall be turned on after it meets the requirements for starting up.
2.1.2 Set the production temperature, pressure, speed, whether to be flared, length, etc. according to the provisions of the process card, and start heating. Each area of the head is heated for about 5 hours, and then turn on the # 1 and 2 # extruder to warm up (while turning on the cooling water in the feeding section). After reaching the set temperature, the heat preservation is about 2.5 hours (about 8 hours in total). It is strictly forbidden to start production in advance.
2.1.3 Replace the forming mold, machine head or die head according to production requirements.
(1) Install the machine head as a whole;
A. First start-up: Turn on the heating section of zone 1-7 of the machine head, set the temperature to 220 degrees, and push out the machine head after the heating time is 5-6 hours.
B. During production: The heating in zone 1-7 continued to heat up, and the heating in zone 8-22 was stopped. The head can be ejected after about 3 hours.
(2) Die change head:
A. Turn on the heating section in the 18-22 area of the machine head, set the temperature to 220 degrees, and perform disassembly after the heating time is 4-5 hours.
B. When replacing the inner and outer die heads, the gap size must be adjusted according to the standard. After heating for 6 hours, tighten the fixing screws again, then turn the inner and outer die, and observe the die along the wire Whether the direction can move freely and prevent the set screws from being tightened too tightly.
(3) Change the mold:
A. Check whether the hydraulic system is operating normally, whether the limit switches are in place and the opening and closing are free;
B. When changing the mold, it must be operated by three people at the same time.
C. After the replacement is complete, it takes 20 minutes to start the molding machine. In this process, check the tightness of the positioning pins one by one to prevent the pins from falling off during the production process; check whether the sealing strips are intact one by one.
2.1.4 Adjust the center of the machine head and the molding machine:
After changing the double wall corrugated pipe extrusion machine’s head and mold, open the molding machine to the production position, open the upper and lower molds, and adjust the gap with the feeler and Vernier caliper.
2.1.5 Installation of sizing water jacket:
After the temperature reaches the requirements, tighten the screws fixed everywhere before installing the sizing water jacket. And use the feeler to adjust the gap between the water jacket and the machine head to ensure levelness.
Xinrongplas Machinery’s main products are: plastic pipe extrusion line such as double wall corrugated pipe extrusion, plastic profile extrusion line, plastic sheet extrusion line and plastic recycling machine.
We have provided turnkey project for more than 80 countries all over the world.